
搜索结果: 1-15 共查到“机械工程 结构件”相关记录15条 . 查询时间(0.387 秒)
中国科学院沈阳自动化研究所专利:一种结构件连接孔的摩擦挤压强化工具和方法
中国科学院金属研究所专利:一种点阵夹芯结构件的铸造缺陷控制方法及应用
中国科学院上海应用物理研究所专利:抗熔盐腐蚀镍基高温合金焊接结构件的焊接后热处理方法

汽车结构件用非热处理压铸铝合金研究进展(图)
汽车结构件 非热处理 压铸 铝合金铸件
2023/7/4
铝合金压铸件的商业化应用最早可以追溯到1915年,经历长达一个世纪的发展,目前超过半数的铝合金铸件均采用压铸工艺,其中车身结构件用的高强韧铝合金压铸件的发展始于1990年代,典型的案例为奥迪A8的全铝车身框架,其在车身的关键接头部位均应用了铝合金压铸件,这类车身结构件通常属于碰撞安全件,采用铆钉连接,需要压铸件在保持良好的强度的同时具备良好的韧性,因此相比传统压铸件,此类压铸件一方面采用高真空的压...
立中集团子公司隆达铝业(顺平)有限公司(简称“顺平隆达”)携手全球知名的汽车零部件制造商――长城汽车精诚工科汽车系统有限公司旗下精工压铸分公司(简称“长城精工”),于2022年10月成功试制一体化压铸免热处理结构件,包括减震塔、机舱上横梁等。依据长城精工一体化压铸市场布局和发展规划,目前已完成第一期铸件的试制及验证。

随着燃油汽车及新能源汽车轻量化的需求增加,汽车行业对高压铸造铝合金结构件的需求与日俱增,特别是大型一体化结构件的发展,对于非热处理汽车结构件压铸铝合金的需求更为迫切。大的铝合金结构件在生产过程中有一个很大的问题就是热处理变形,如果采用工装校形,工装繁杂、成本很高,非热处理压铸结构件铝合金的应用会提高生产效率、降低成本,因此,非热处理铝合金材料研发具有极其重要的现实意义。清华大学熊守美老师,长期从事...
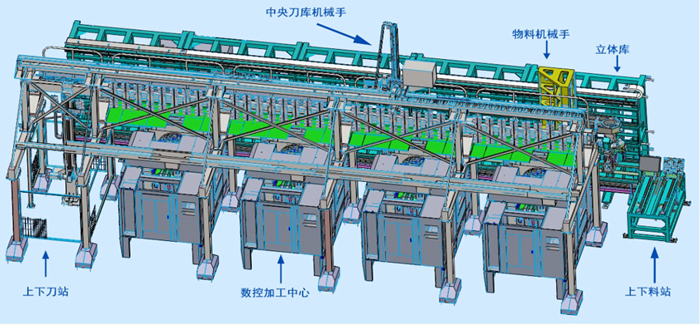
“黑灯工厂”大揭秘――实现精密铝合金结构件无人化制造(图)
黑灯工厂 精密铝合金结构件 无人化制造
2022/12/2
日夜不停转的机器,无数机械臂上下飞舞,带有ID的物料以稳定速率前进,流水线有条不紊运行,当工序依次走完,成品由自动化小车分拣送至无人仓库.....生产车间热火朝天,却见不到几个工人。这就是现代“黑灯工厂”的真实场景。“黑灯工厂”直译自英文Dark Factory,即智慧工厂,亦即从原材料到最终成品,所有的加工、运输、检测过程均在空无一人的工厂内完成,无需人工操作,把工厂交给机器,所以可以关灯运行。...
基于近景摄影测量理论和立体视觉技术,提出并实现了一种针对机身结构件在飞行状态下的轨迹、姿态、位移、变形等多种运动数据的动态视觉测量方法。研究了基于工业近景摄影测量的多相机快速自标定方法;飞行状态下相机动态定位及抖动消除技术;刚性结构件的运动轨迹及姿态的快速求取和通过多相机(≥3)协作实现非编码标志点阵列的精确匹配等多项关键技术。在模拟飞行环境下的实验结果表明,相机标定的重投影误差小于0.03 pi...
钛合金整体结构件加工关键技术研究
钛合金 航空整体结构件 高效高精度
2009/11/17
针对钛合金材料的难加工性,以及大飞机制造中钛合金整体结构件尺寸大、结构复杂、变形大等工艺难题,对钛合金整体结构件加工技术的研究现状、存在的问题及发展趋势进行了系统分析.阐述了钛合金加工对刀具材料、结构、微刃处理等关键刀具技术的要求及发展趋势;论述了钛合金整体结构件加工过程中应着重加强的工艺理论研究,主要包括走刀方式与走刀路径、基于切削稳定性工艺的参数优化、变形控制、变形校正等,〖JP2〗还对工艺参...
三维CAD软件在结构件展开中的应用
CAD软件 结构件 展开放样
2009/6/19
介绍了一种应用三维CAD软件进行结构件展开的方法及特点,并通过实例证明,该方法简单、准确且实用。
汽车钢板结构件的激光焊接工艺研究
激光焊接 汽车 钢板结构件
2008/7/8
采用激光焊接汽车剪切坯板(钢板结构件),具有高焊速、无变形、焊缝纫、质量高和易于实现自动化等特点,除了电子束焊接外,没有任何焊接方法可与之相比,然而电子束焊接需要超尺寸的真空室和等待时间,并会产生X射线对人体有害,因此激光拼焊是汽车钢板焊接生产中的最佳选择。该项目已实现了下述关键技术的突破:①.实现了汽(轿)车不同材质、不同强度等级的钢板的激光拼焊,并探索出最佳激光拼焊钢板的工艺参数范围。例如当焊...
5A06铝合金焊接结构件退火消应最佳温度的确定
铝合金 退火 焊接残余应力
2008/3/28
介绍了一种试验确定铝合金适宜退火温度的方法。先用强制变形控制试件的弹性应力,然后研究不同退火温度的消应效果和构件软化情况,从而确定出适宜的焊后退火温度,用以消除5A06铝合金结构件的焊接残余应力。结果表明,使用此方法确定的温度进行退火处理,既可使焊接残余应力充分松弛,又不会导致结构过度软化,有效保证了结构件的机加工性能和加工精度。
CXZL80装载机结构件焊接残余应力变形分析研究
装载机结构件 焊接 应力变形
2007/12/5
采用自动动态增量非线性分析有限元程序对CXZL80装载机执行装置进行了焊接残余应力变形的分析研究,计算结果与实测数据进行了对比。结果表明,动臂横梁焊缝附近存在较大的焊接残余应力变形,它们直接影响结构件的强度及加工精度
边界积分方程法在工程机械结构件强度计算中的应用
边界积分方程 工程机械结构件强度计算
2007/12/5
采用弹性问题的Kelven基本解,建立了边界积分方程的两种离散求解方法。编制了相应的计算程序。对两种对称工况下ZL80装载机动臂板强度、ZL60E装载机铰接系统铰接点区域应力场进行了计算。同时,进行了实车应力测试,对计算结果进行了验证
Al-Al2O3结构件钎缝处的剪切应力分布与热膨胀匹配
有限元 数值模拟 Al-Al2O3钎焊 剪切应力
2010/3/10
采用有限元数值模拟方法研究了冷却过程在Al-Al2O3异种材料结构件钎缝处导致的剪切应力分布。计算结果表明:最大剪切应力位于钎缝圆角处和靠近钎缝圆角的Al2O3陶瓷/Cu镀层金属界面处,同时中间层合金的热膨胀系数与Al的热膨胀系数相匹配时,可以最大限度减小剪切应力。